Bevezetés.
Hajnali ötkor ülök, dolgozom, és itt rajtatok jött egy levél. Egy személy nem tud munkát készíteni a 3D nyomtató nyomtatásához. Segítséget kér. Láttad azt az időt? A sokszög nem működik, a Kislayser sem, és az ember szenved, azt hiszem, hadd segítsek. Segítségem eredménye egy hála és egy jól kinyomtatott részlet volt. És ebből ítélve nem ütöttem meg az ujjamat, csak kitöltöttem a modellt az Egyszerűsítésben, és előkészítettem a modellt a nyomtatáshoz a korábban konfigurált profilon keresztül. De amikor reggel 5 -kor ül és dolgozik, még egy ilyen apróság is elvonja a figyelmét.
Felhívjuk figyelmét, hogy a kézikönyv a Simplify3D V4-hez készült. A Simplify3D V5 támogatja az összes profilt a XNUMX-es verzióhoz.
Úgy döntöttem, hogy megírom a saját manulomat, mert nem találtam tisztességes információt az interneten, különösen oroszul. Van egy videó, de egy kolléga elmagyarázza valahogy hosszan és elhúzódóan (link az alábbi videóhoz). Azt hiszem, hozzászoktam ahhoz, hogy szöveges formában vegyem az információkat. Úgy tűnik, elkezdett öregedni.

Azt is többször kérték, hogy készítsek egy külön videót, amely elmagyarázza a program összes funkcióját, de úgy döntöttem, hogy szöveges cikket írok. Miért? Mert kényelmesebb használni a cikket, ha valamit elfelejtett. Példaként a macOS verziót használom.
[Frissítve: 29.05.2023.] – A teljes videót egy külön domainen futó online iskola részeként rögzítettem.
Bevezető rész Az oknál szeretném kezdeni: miért használom Egyszerűsítse a 3D-t.
- A program használata nagyon egyszerű.
- Nincs egyenlő a kód -előkészítési sebesség tekintetében.
- Jól kezeli a nagy modelleket (a többi szeletelő csak örökre lóg). A számítógép teljesítményének azonban elegendőnek kell lennie. Ez azonban nem hír. Meg kell értenie, hogy 3D modellekkel dolgozunk. Az ilyen munkákhoz alapértelmezés szerint a számítógépnek a lehető legnagyobb teljesítményűnek kell lennie.
- Folyamatokkal való munka képessége. E cikk írásakor az analógoknak nincs ilyen lehetőségük. A folyamatok lehetővé teszik különböző nyomtatási paraméterek beállítását különböző rétegekben.
A program elindítása.
Tehát kezdjük. Kezdjük azzal, hogy egyszerűen megtanuljuk megkülönböztetni a profilt és a folyamatot.
A profil egy alapfájl, amely a nyomtató alapbeállításait tartalmazza: a munkaterület mérete, eredete, extruderek száma, hőmérsékleti feltételek a különböző anyagokhoz, kezdőkód, végkód stb. Mindez a g-kód elkészítésekor konfigurálható és módosítható, miközben az alapbeállításokat a profilból húzzuk ki.
A G-kód elkészítéséért azonban nem a profil a felelős, hanem az ehhez a profilhoz rendelt folyamat, vagy ha szükséges, több folyamat. A folyamat során minden más nyomtatási paramétert beállítanak: rétegmagasság, támaszok száma, nyomtatási sebesség stb. Meg kell jegyezni, hogy csak egy profil létezik, és korlátlan számú folyamat lehet. Például, ha szükség van az alkatrész felének kinyomtatására 0,3 mm rétegmagassággal, felére pedig 0,2 mm -re. Vagy a rész egy részének 20% -os, részének 50% -os lefedettséggel kell rendelkeznie.
Szinte minden 3D nyomtató esetében profil és folyamatok manuálisan hozhatók létre, erről ebben a cikkben lesz szó. Ha lusta vagy olvasni, vagy a körülmények nem engedik, hogy időt szánjon a cikk tanulmányozására, akkor kérést küldhet az elkészített profilokról a dmitry@kamonichkin.ru e -mail címre. A többit, olvass tovább.
Nem fogok összpontosítani a program telepítésére, mert ha nem tudja, hogyan kell a programot számítógépre telepíteni, akkor a Simplify3D -t nem előre jelzik az Ön számára.
Megnyitjuk a programot, és megjelenik a fő képernyő.

A képen megmutattam, mit jelentenek az egyes gombok. A tanulási folyamat leegyszerűsítése érdekében azt tanácsolom mindenkinek, hogy kattintson az egyes gombokra, és próbálja ki, hogyan működik, miután korábban feltöltötte 3D modelljét. A 3D modell betöltéséhez kattintson az „importálás” gombra a „3D lista” részben, vagy ostobán húzza be a modellt a program ablakába.

Mit kell azonnal tenni?
A Simplify3D -re váltottam, és más szeletelőben dolgoztam. Szinte mindenhol a sebesség milliméter / másodpercben jelenik meg. Valamilyen oknál fogva a Simplify3D -ben ezt a paramétert más egységekben mérik. Ennek a betegségnek a kiküszöböléséhez lépjen a beállításokhoz.

Nézzük a többi gombot:
Egység rendszer - Mérési rendszer kiválasztása. Valójában azt választjuk, hogy melyik mérési rendszerben kényelmesebb dolgozni hüvelyk - hüvelyk vagy milliméter - milliméterben.
Cserélje ki az egér Scholl kerék zoom irányát - Változtassa meg a kerék görgetésének irányát, hogy megközelítse / eltávolodjon a modelltől.
A középső egérgomb visszaállítja a nézetet - Ha megnyomja az egér kerekét (vagy középső gombját), a virtuális mező kamerája visszatér a normál helyzetbe.
Mentse és állítsa vissza az alkalmazás állapotát - A program állapotának mentése kilépéskor és visszaállítás belépéskor;
Indításkor ellenőrizze a frissítéseket - Automatikus frissítések ellenőrzése;
Egér / billentyűparancsok - Gyorsbillentyűk.
Nézzük át a beállítások lapokat:

Gép típus - Nyomtató típusa. A közönséges derékszögű nyomtatóknál hagyjuk az alapértelmezettet Certesianrobot, illetve az általunk választott delta nyomtatókhoz Delta robot.
Épít kötet - A nyomtatható terület mérete.
Eredet eltolt - Nulla eltolás. A Simplify 3D lehetővé teszi a végszerelékek munkájának beállítását. Első ránézésre haszontalan dolog, de néha időt takaríthat meg helyzetük leleplezésével.
Önrávezetés irány - Pozíció "otthon". Más szóval, a tengelyek eredete.
Flip épít táblázat tengely - A tengelyek irányának megfordítása. Ha a léptetőmotor tekercselésének polaritása megfordul a nyomtató összeszerelésekor, hogy ne terhelje túl a nyomtató vezérlőpaneljén lévő csatlakozót, használja ezt a funkciót a jelölőnégyzet bejelölésével.
A választás a kettő között Y - tengely is függőleges и Z - tengely is függőleges a koordináta tengelyek bal vagy jobb hármasának kiválasztásából áll. Ez melyik nyomtatók esetében nem is sejthető, elmegyünk Z - tengely izvertikális alapértelmezett.
Automatikus méretezés a helyes egységrendszerhez, kérés nélkül - Automatikus skálázás a kiválasztott mértékegység -rendszerhez.
Importálás után helyezze középre és rendezze el a modelleket - Betöltött modellek elhelyezése a platform közepén.
Normál számítás az importált fájltól függetlenül - Az importált fájl normál függetlenségének kiszámítása.
Csak a háromszögek elülső oldalát jelenítse meg (kivágás) - Csak a háromszög elülső oldalát mutassa, amelyből a modellt rajzolta.
G-kód előnézeti minőség - A minőség kiválasztása a modell megtekintése előtt szeletelés után, illetve Magas - kiváló minőségű, Alacsony - alacsony minőségű.
Az előnézet automatikus betöltése szeletelés után - A modell automatikus kimenete szeletelés után az előnézethez;
A beépítési táblázat beépítése a virtuális környezetbe - A táblázat virtuális környezetben történő megjelenítésének engedélyezése.
Az extruder visszahúzási lépéseinek megjelenítése - Bekapcsolja az extruder mozgásának kijelzését előnézeti módban.
Gépmozgások megjelenítése az előnézetben - Bekapcsolja az extruder mozgásának kijelzését nyomtatás közben.
Az eszközfej megjelenítése az előnézet alatt- Lehetővé teszi az eszköztár megjelenítését nyomtatás közben.
Vertex puffer mérete (speciális) - A modellpont puffer mérete.
Színbeállítás - Színbeállítások.
A modell alapértelmezett színe - A modell színe.
Kiválasztott modell szín - A modell színe a kiválasztáskor.
Támogató anyag színe - Támogató szín.
G-kód előkészítése (3D nyomtató vezérlőszoftvere)
Folyamat létrehozása és testreszabása
A 3D nyomtató kódjának előkészítéséhez először létre kell hoznia egy folyamatot. Ehhez kattintson a Hozzáadás gombra a „Profillista” blokkban.

Profil- és folyamatbeállítások halmaza nyílik meg előttünk. Ha még nem nyitotta meg a teljes beállításkészletet, hanem csak egy részt, akkor kattintson a gombra Speciális megjelenítése... Nem, persze 3D nyomtatót használhatsz felhasználói módban, nem professzionálisat, de akkor egyáltalán miért van szükséged a Simplify3D-re? Végül is ez nem mikrohullámú sütő. A különböző paraméterek és beállítások eltérő eredményeket és az alkatrész tulajdonságait adhatják.
Itt a lényeg a fúvóka átmérőjének beállítása - fúvóka Átmérő, az extrudálási tényező Extrusion Szorzó és az olvadt szál tényleges extrudált szélessége - Extrusion Szélesség, mindegyikük számára. Az extruderek megkülönböztetéséhez mindegyiknek le kell írnia a saját indexét - extruder Szerszámfej index... A tényleges extrudálási szélesség értékének helyes beállítása (Extrusion Szélesség) olvassa be külön cikket.
Szivárog ellenőrzés - A műanyag áramlásának szabályozása a fúvókából;
Visszahúzás - Műanyag visszahúzás. Be kell kapcsolni és konfigurálni kell, különben a modellek taknyosak lesznek, a szálat rossz helyen fogják le, ahol a szeletelő számol, és így tovább;
Visszahúzás Távolság - Húzza vissza a hosszúságot. A paraméter sok tényezőtől függ, az izzószál gyártójától az extruder eszközig, ezért egyedileg konfigurálható;
Extra újraindítási távolság - A műanyag további extrudálása adott értékre történő korrekció után;
Visszahúzó függőleges emelés - Emelje meg a fúvóka magasságát, hogy egyik nyomtatási helyről a másikra vigye. Segít megakadályozni a nyomtatott műanyag olvadását;
Visszahúzás Sebesség - visszahúzási sebesség;
Tengerpart at vég - A visszahúzás beépítése a nyomtatás befejezése után;
Partozás Távolság - A visszahúzás hossza a nyomtatás befejezése után;
törlés fúvóka - A fúvóka letörlése a kiszivárgott műanyagból, amikor az felmelegszik a platformon, a nyomtatás megkezdésekor;
törlés Távolság - Ennek a törlőkendőnek a hossza.
Réteg lap

réteg Beállítás - A rétegparaméterek alapvető beállításai;
elsődleges extruder - Extruder száma / neve. Ha a nyomtató több extruderrel rendelkezik, akkor mindegyikhez beállíthatja a saját rétegparamétereit. Például, ha komplex formájú modellt nyomtat, és további támaszokra van szüksége, az ideális megoldás az lenne, ha PVA (wiki) műanyaggal nyomtatná (vízben oldódik), nagyobb átmérőjű fúvókával és magasabb rétegmagasság az idő megtakarítása érdekében;
Elsődleges rétegmagasság - A réteg magassága. Könnyű kitalálni, hogy minél alacsonyabb a rétegmagasság, annál jobb minőségűek az oldalfelületek, ugyanakkor a 3D -modell létrehozásának időtartama egyenes arányban növekszik, ezért minden részhez meg kell határozni egyfajta arany középutat. , figyelembe véve további célját;
felső Szilárd Rétegek - Az alkatrész felső rétegeinek száma;
Alsó Szilárd réteg - Az alkatrész alsó rétegeinek száma;
Vázlat / kerület Shells - az alkatrész oldalrészeinek (falainak) "héjainak" száma;
Vázlat Irány - A réteg nyomtatásának iránya. Két lehetőség: Belül Ki - először a belső, majd a külső rész, Kint - Be - ellenkezőleg, először a külső, majd a belső rész. Próbáltam különböző irányokba nyomtatni, nincs vizuális különbség, elméletileg az első lehetőség jobb, mivel a külső héj "tartás" miatti deformációja kizárt;
szigeteken szekvenciálisan nélkül optimalizálás - A "szigetek" szekvenciális nyomtatásának módja optimalizálás nélkül;
egyetlen vázlat dugóhúzó nyomtatás mód (váza mód) - Ha engedélyezi ezt a módot, akkor a betöltött modell "üres hordó" lesz, amelynek falvastagsága egy fúvóka -áthaladás, és maga a nyomtatás spirálisan fut, folyamatosan emelkedve a függőleges Z tengely mentén. Mire való a vázamód? itt.
vezetéknév réteg Beállítás - Az első réteg beállításai. A paramétereket a névleges rétegmagassághoz viszonyítva állítják be elsődleges réteg Magasság;
vezetéknév réteg Magasság - Az első réteg magasságának értéke;
vezetéknév réteg Szélesség- Arányos szélesség. A nyomtatott figuráknak enyhe sajátosságuk van kiálló első rétegek formájában. Ez annak a ténynek köszönhető, hogy az alsó rétegek jobban el vannak kenve, hogy biztosítsák a modell jó tapadását a platformhoz. Ennek a paraméternek a csökkentésével megszabadulhat ettől a funkciótól;
vezetéknév réteg Sebesség - Az első réteg nyomtatási sebessége. Ez a paraméter nagyban befolyásolja az első réteg tapadásának minőségét is a platformhoz. Egyszerű, minél kisebb a sebesség, annál jobban illeszkedik a műanyag.
Rajt Pont - A nyomtatás kiindulópontja
Felhasználás véletlen kezdet pont mert minden kerületek - tetszőleges kiindulási pont kiválasztása a modell kerületéből;
Optimalizálja kezdet pont mert leggyorsabb nyomtatás sebesség - A sajtó kiindulási pontjának optimális kiválasztása a gyors nyomtatási sebesség érdekében;
A pop-art design, négy időzóna kijelzése egyszerre és méretének arányai azok az érvek, amelyek a NeXtime Time Zones-t kiváló választássá teszik. Válassza a kezdet pont legközelebb nak nek különleges elhelyezkedés - A kiindulópont kiválasztása az adott modellhez legközelebb eső modell kerületéből.
Kiegészítések lap

Szoknya beállítások - Az elkerülő vezeték beállítása. Erre a sorra azért van szükség, hogy a közvetlen nyomtatás előtt néhány műanyagot kinyomjon;
Tartalmaz Szoknya / karima - Az elkerülő vezeték beépítése;
Szoknya Rétegek - A rétegek száma, vagyis a magasság;
Szoknya Eltolt - Az a távolság, amelyen a szoknya túlnyúlik a modell alapján;
Szoknya körvonalak - A szoknya szélessége a sorok számában.
Tutaj Beállítás - Tutajos beállítások;
Tartalmaz Tutaj - Tutaj engedélyezése;
Tutaj Rétegek - Tutaj magassága, a rétegek számától függően;
Tutaj Eltolt - a távolság, amelyen a tutaj a modell alapjain túlnyúlik;
Tutaj Kitöltő - A tutaj rétegeinek feltöltésének sűrűsége;
Kikapcsolja tutaj bázis tojók - A fő tutajréteg törlése. Ez szó szerinti fordítás, egyelőre nem tudom, hogy ez mit jelent.
Használjon elsődleges oszlopot - Beállításblokk szemeteskuka építéséhez. Szükséges a fúvóka tisztítása, mielőtt egy másik extruderrel nyomtatna.
Prime Pillar Exstruder - Azt jelzi, hogy melyik extruder vesz részt a tisztításban.
Oszlop szélesség - a szemetes négyzetének szakaszának szélessége.
Oszlop helye - a kuka helye a platformon lévő modellhez képest.
Sebesség szorzó - a szemeteskuka nyomtatásának sebessége.
Használjon szivárgásvédőt - az alkatrész körüli külső héj zsugorodó tulajdonságú műanyagokkal történő nyomtatáshoz.
Szivárgás pajzs Exstruder - mely extrudert kell használni a héj felépítéséhez.
Eltolás a résztől A modell távolsága a héjtól.
Ooze Shield körvonala - a héj kerületeinek száma.
Oldalfal alakja - héj típusa.
Oldalfal szögváltozás - az a szög, amelyben a nyomtató hordozóanyag nélkül nyomtat.
Sebesség szorzó - a burkolat nyomtatási sebessége a nyomtatáshoz megadotttól.
Kitöltés fül

A töltési beállítások ezen a lapon vannak megadva. Feltéve, hogy a modellt nem integrálják, de ez szinte mindig előfordul, a modell belső szerkezete határozza meg annak mechanikai paramétereit. A szabványos beállításokkal a modellek általában meglehetősen erősek, ha nagyobb oldalmerevségre van szüksége, figyelnie kell ezekre a beállításokra.
általános - Alapvető töltési beállítások;
Kitöltő extruder - Az extruder kiválasztása, amelyet az alkatrész belső szerkezetének nyomtatására használnak. Nagyon hasznos funkció azoknak, akiknek két vagy több extruderrel rendelkező nyomtatója van. Egy példa arra, amikor ez a funkció hasznos lehet, egyszerű. Például egy drága fa műanyagból kell nyomtatnia egy modellt, hogy megmentse, a belső, láthatatlan rész normál ABS -sel nyomtatható, ez jelentősen csökkenti az alkatrész végső költségét és megerősíti;
Külső kitöltési minta - A belső vonalak alakjának kiválasztása: Egyenes - egyenes ill Körkörös - sugarak és körök egy középponttal;
belső Tölt Százalék - A belső rész kitöltésének sűrűsége;
Vázlat Átfedés - Töltse ki az átfedéseket a kerületeken. A kitöltés megfertőzi a kerület szélességét az erre a százalékra beállított értékre;
Betöltési extrudálás szélessége - anyagellátás töltéskor;
Minimális Kitöltő Hossz - a betöltő hálószakasz minimális hossza;
kombájn Kitöltő Minden - A töltőrács elterjedése bizonyos rétegeken keresztül;
Tartalmaz szilárd diafragma minden - Monolitikus rétegek nyomtatásának engedélyezése bizonyos rétegek után. Ez a paraméter növelheti a 3D modellek merevségét;
belső kitöltési szög eltolás - belső töltési szög
Külső kitöltési szög eltolás - külső kitöltési szög
Támogatás fül

Aki nem ismeri a támogatást, az a teherhordó szerkezetek nyomtatását jelenti a 3D modell levegőben felfüggesztett elemei alatt. Bővebben olvashat arról, hogy milyen tartószerkezetek vannak külön cikket.
Generálása Támogatás Anyag - Támogatások előállításának lehetővé tétele;
Támogatás extruder - Extruder kiválasztása a nyomtatási támogatásokhoz. Ebben leírtam ennek a funkciónak a jellemzőjét PrimaryExtruderha elfelejtette, olvassa el újra;
Támogatási kitöltési százalék - Támaszok sűrűsége. Ne nyomtassa őket monolitikusan;
külön Infláció Távolság - A támaszok körüli távolság szabad lesz;
Támogatja az alapréteget - Annak érdekében, hogy a támasz ne váljon le a nyögésről, be kell állítani a rétegek számát az alapnál;
Kombájn Támogatás Minden réteg - Csoportosítsa az egyes támasztóvonalakat egybe;
sűrű Támogatás Rétegek - A kitöltött rétegek számának kiválasztása;
sűrű Kitöltő Százalék - A töltött rétegek sűrűsége;
Támogatás típusa - két lehetőség közül választhat, vagy mindenhol, vagy csak az asztalról. A második lehetőség kiválasztásakor a tartó nem a modell legfelső emeletéről épül fel. Néha hasznos, ha nem akarja kézművességgel elrontani a modellt. Ellenőrizze a modell megfelelőségét.
Támogatás Pillér Felbontás - A támaszként szolgáló oszlop mérete;
max Túlnyúlás Szög - A kiálló elem maximális szöge, amelyhez támaszt generálnak.
Vízszintes Eltolt Tól től Rész - Távolság, amelyen keresztül a tartók vízszintes elágazása lehetséges;
Felső Függőleges Elválasztás Rétegek - Azon rétegek száma, amelyeken keresztül a függőleges felfelé történő elágazás lehetséges;
Alsó Függőleges Elválasztás Rétegek - Azon rétegek száma, amelyeken keresztül alulról függőleges elágazás lehetséges;
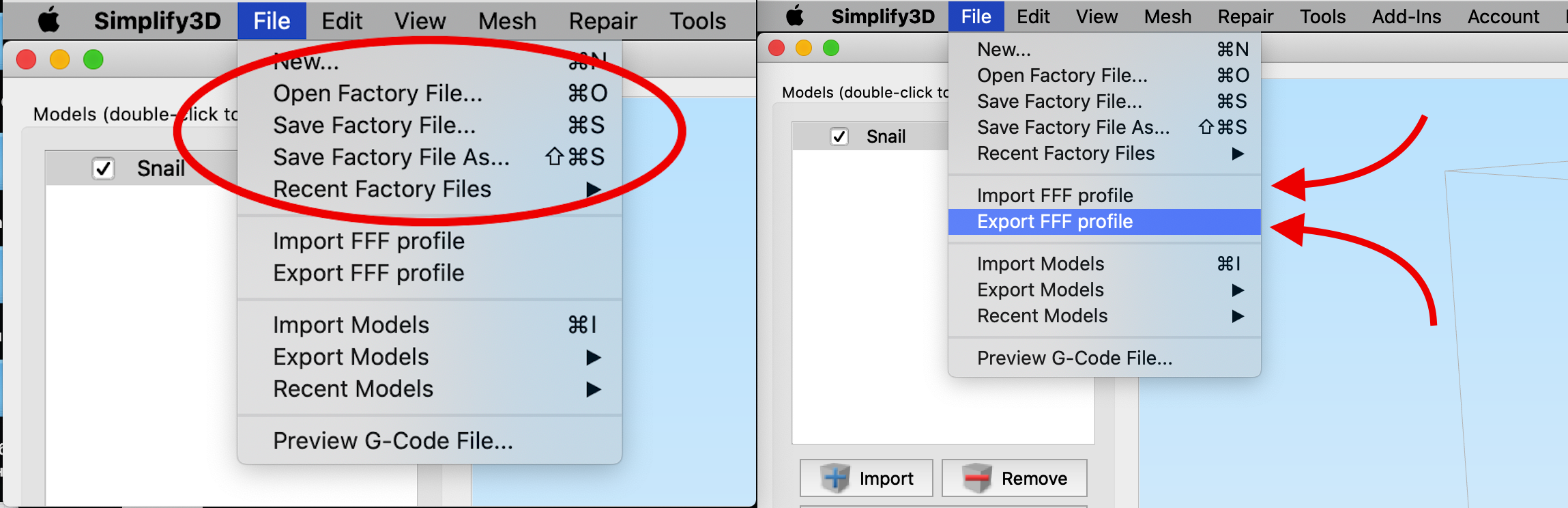
Az FFF profil és a gyári fájl konfigurálása.
Ezen a ponton a fő dolog az, hogy megértsük az FFF profil és a gyári fájl közötti különbségeket. Ez és ez pedig egy beállításkészlet. Az FFF profil esetén a fájl egy sor 3D nyomtatási paramétert tartalmaz (fúvóka átmérője, anyagok, minőség, hőmérséklet). A Factory File magának a 3D nyomtatónak a paramétereit tartalmazza (mezőméret, szkriptek, koordináták). Ha a munkamezőt egyik nyomtatóról a másikra szeretné átvinni, akkor először a gyári fájlt vigye át, majd egy profil segítségével importálhatja és exportálhatja a 3D nyomtatási beállításokat. Ehhez használja a program felső sorában található gombokat:
Olvassa el a profil megfelelő beállítását a Simplify3D programban külön poszt.
Hőmérsékletek fül.
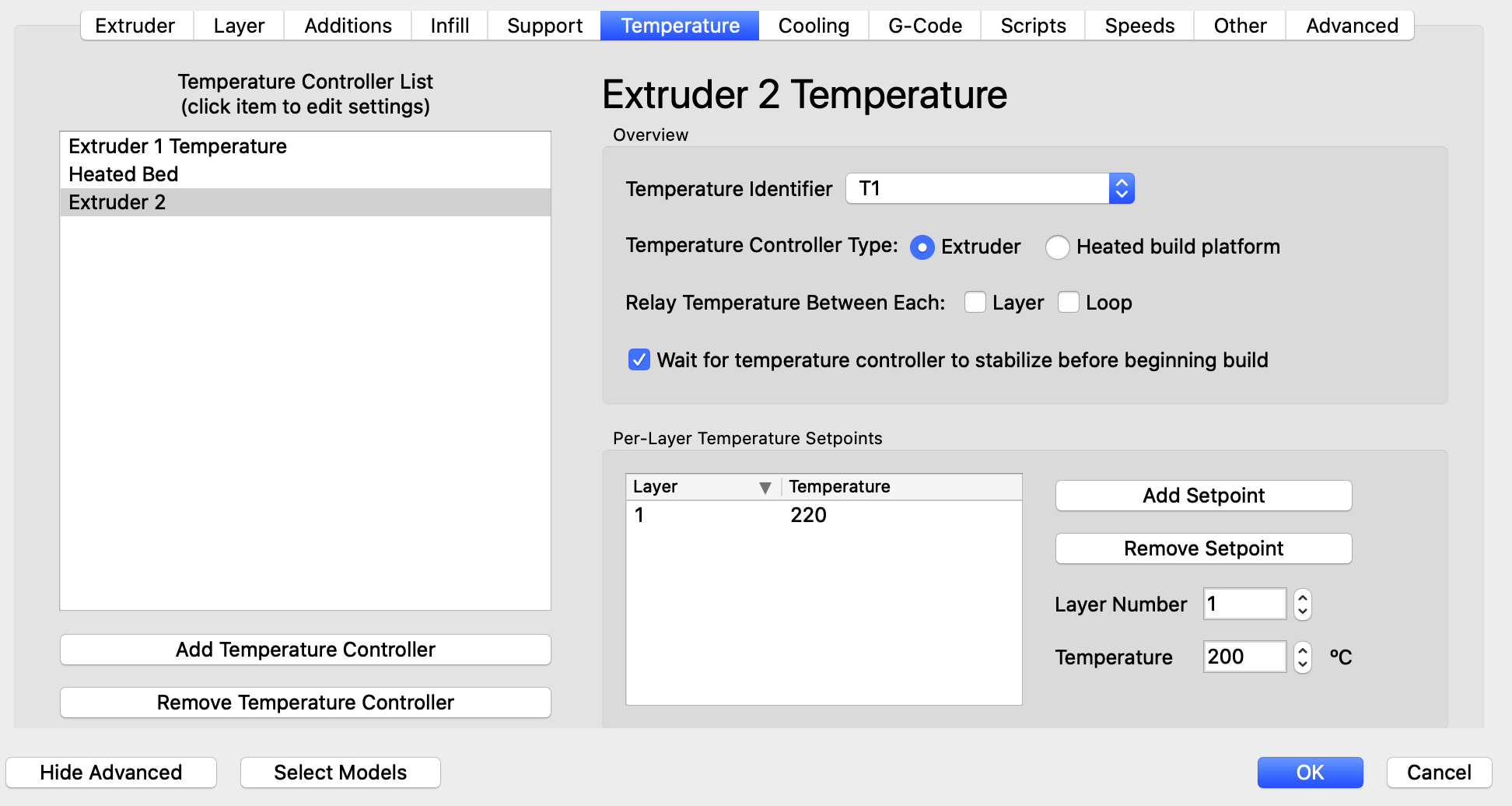
Ezen a lapon konfigurálnia kell az extruderek és a fűtőpult működési hőmérsékleti módjait.
Hőmérséklet ellenőr Lista - Az extruderekhez vagy platformokhoz hozzáadott konfigurációk listája;
Hőmérséklet Azonosító - A hőmérséklet -érzékelő azonosítójának kiválasztása;
Hőmérséklet ellenőr típus - Hőmérséklet -szabályozó típusa: extruder - extruder ill Fűtött platform építése - fűtőplatform.
Relé Hőmérséklet Között Minden - A hőmérséklet szabályozására vonatkozó szabályozás gyakoriságának kiválasztása: réteg - minden réteg ill Hurok - minden cikluson keresztül;
Várjon mert hőmérséklet ellenőr nak nek stabilizálni előtt kezdet épít - A nyomtatás megkezdése előtti késleltetés beiktatása a hőmérséklet stabilizálása érdekében;
Rétegenként Hőmérséklet Alapértékek - Itt kiválaszthatja az egyes rétegek hőmérsékletét. Például ABS műanyagból történő nyomtatáskor az első réteghez 240 ° C -ot, a többi réteghez 220 ° C -ot állítottunk be. Így a műanyag nagyon jól tapad, és a rétegek simábbak lesznek.
réteg Szám - Rétegszám;
Hőmérséklet - Az a hőmérséklet, amelyet a nyomtató egy adott rétegen megtart.
Hűtés fül

Ezen a lapon állítják be a kényszerített légáramlású ventilátor paramétereit.
Rétegenként Ventilátor Controls - A hőmérséklethez hasonlóan itt is beállíthatja a ventilátor sebességét.
réteg Szám - Rétegszám;
Ventilátor Sebesség - Ventilátor sebesség;
radarkép ventilátor nak nek Tele hatalom amikor növekvő ból ből tétlen - Növelje a ventilátor sebességét a maximálisra, amikor a nyomtató tétlen, azaz amikor a nyomtatás véget ért.
Ventilátor felülírásai- Ventilátor sebesség visszaállítása;
Növelje ventilátor sebesség mert tojók lent - Növelje a ventilátor sebességét azoknál a rétegeknél, amelyek nyomtatási ideje kevesebb, mint a beállított időérték;
Maximális lehűlés ventilátor sebesség - Maximális ventilátor sebesség;
áthidaló ventilátor sebesség felülírás - Ventilátor sebesség hidak nyomtatásakor.
G-kód lap

G - kód Opciók - Paraméterek G-kód
5D firmware (Beleértve E - dimenzió) - befogadás G-kód с 5-ю változó paramétereket. Ezt 3 a fő tengelyek и 2 extruder.
Relatív extrudálás távolságok - az extrudálás relatív távolsága
Hagyjuk nullázást of extrudálás távolságok (azaz G92 E0) - engedély nullázás távolság extrudálás;
Tartalmaz M101 / M102 / M103 parancsok - M101 / M102 / M103 parancsok engedélyezése;
firmware támogatja "ragadós" paraméterek - A G és M kódokhoz nem kapcsolódó paraméterek beépítése.
Alkalmazza a szerszámfej eltolását a G-kód koordinátáira - Engedje meg a szerszámok mozgását még olyan területeken is, ahol elmozdulás tapasztalható.
Eltolt - A kezdeti értékek eltolása a beállított értékkel.
Ennek a fülnek az ablakának jobb oldalán a gép beállításai (másolva a beállításokban)
Szkriptek lap

Ez a lap tartalmazza a nyomtató által végrehajtandó parancsokat:
A szkript indítása - A nyomtatás elején;
Rétegváltási szkript - tovább minden réteg;
Reakció Script - Visszahúzással;
Eszközcsere szkript - Szerszám;
Befejező szkript - A sajtó végén. Hasznos lehet ide írni a parancsokat, én például azt írtam, hogy a fej nulla helyzetben parkol, és a platform a lehető legnagyobb mértékben mozog, így nagyon kényelmes a kész modell felvétele.
Mit jelentenek a parancsok? itt, és megfontolom a legnépszerűbbet.
Magukat a csapatokat csoportokra osztják:
G - Felkészítő (alap) csapatok;
М - Kisegítő (technológiai) csapatok.
Ezek a parancsok paraméterekkel rendelkeznek.
X - A pályapont koordinátája az X tengely mentén [G0 X100 Y0 Z0]
Y - A pályapont koordinátája az Y tengely mentén [G0 X0 Y100 Z0]
Z - A pályapont koordinátája a Z tengely mentén [G0 X0 Y0 Z100]
E - A műanyag extrudálási pontjának koordinátája [G1 E100 F100]
P - Parancsparaméter [M300 S5000 P280]
S - Parancsparaméter [G04 S15]
F - Parancsparaméter, előtolás (sebesség) [G1 Y10 X10 F1000]
G - parancsok
G0 - Alapjáraton, szerszám nélkül [G 0 x 10]
G1 - Koordinált mozgás az XYZE tengelyek mentén [G 1 x 10]
G4 - Szünet másodpercben [G4 S15]
G28 - Team Home - parkoljuk a fejet [G28 Y0 X0 Z0]
G90 - Abszolút koordináták használata [G90]
G91 - Használjon relatív koordinátákat [G91]
G92 - Állítsa be az aktuális célpozíciót [G92]
Magyarázat:
Relatív koordináták A fej aktuális pozíciójához viszonyított koordináták.
Például, ha a fej X10 Y10 helyzetben van, akkor a parancs megadásakor G91
G1 X10 F1000, a fej 10 mm-rel mozog az X tengely mentén 1000-es sebességgel.
Ez a parancs végrehajtható много alkalommal, mielőtt elérné a firmware "soft" korlátját.
Abszolút koordináták - ezek szigorúan a munkaterülethez rögzített koordináták.
A parancs végrehajtásakor G90 G1 X10 F1000 - a fej 10-es sebességgel mozog az X1000 koordinátára.
A parancs csak végrehajtásra kerül egy időben.
Rendszeres parancsok
M0 - Szünet, és várja meg, amíg megnyomja a gombot az LCD-kijelzőn (akkor működik, ha az ULTRA_LCD paraméter be van állítva a firmware-ben) [G0 X10 Y10 Z10 M0]
M17 - Adjon áramot a motorokra (a motorok nem forognak kézzel)
M18 - Áramtalanítsa a motorokat (a motorok kézzel forgathatók, M84 analóg)
M42 - Névjegyek kezelése ARDUINO MEGA 2560 [M42 P4 S255]
M80 - Bekapcsolás, csak ATX - tápegységhez
M81 - Kikapcsolás, csak ATX - tápegység
M84 - Minden tengely kikapcsolása (motorok leállás után) [M84 S10]
M112 - Vészmegálló
M114 - Szerezze meg az aktuális koordinátákat
M115 - Szerezze be a firmware verziót
M117 - Írjon üzenetet a képernyőre [M117 Hello World]
M119 - Ismerje meg a végálláskapcsolók állapotát
M300 - Hang lejátszása [M300 S5000 P280]
SD kártya parancsok
M20 - SD-kártya olvasása (fájllista olvasása)
M21 - Inicializálja az SD-kártyát
M22 - SD kártya használata
M23 - Válasszon fájlt az SD-kártyáról [M23 fájlnév.gcode]
M24 - Nyomtatás indítása / folytatása SD-kártyáról
M25 - Az SD-kártyáról történő nyomtatás szüneteltetése
M26 - Állítsa be az SD-kártya pozícióját bájtban [M 26 S 12345]
M27 - Ellenőrizze az SD-kártyáról történő nyomtatás állapotát
M28 - Fájl írása SD-kártyára [M 28 fájlnév. gcode]
M29 - Fejezze be a fájl írását az SD-kártyára
M30 - Fájl törlése az SD-kártyáról [M 30 fájlnév. gcode]
M31 - Szerezze meg annak értékét, hogy mennyi idő telt el az utolsó M109 óta
M32 - Válassza ki a fájlt az SD-kártyáról, és kezdje el a nyomtatást [M 32 / elérési út / fájlnév #]
M928 - Bejelentkezés az SD-kártyára [M 928 fájlnév. gcode]
extruder
M82 - Állítsa az extrudert abszolút koordináta-rendszerre
M83 - Állítsa az extrudert relatív koordinátarendszerre
M104 - Várakozás, amíg az extruder egy bizonyos hőmérsékletre felmelegszik [M104 S190]
M105 - Kérje le az extruder aktuális hőmérsékletét [M105 S2]
M106 - A ventilátor bekapcsolása fújja az alkatrészt [M106 S127] - teljesítmény 50%
M107 - A ventilátor kikapcsolása, amely az alkatrészt fújja [M 107]
M109 - Melegítse fel az extrudert és tartsa a hőmérsékletet [M109 S215]
Стол
M140 - Állítsa be az asztal hőmérsékletét [M140 S65]
M190 - Melegítse fel az asztalt és tartsa a hőmérsékletet [M190 S60]
PID M301 - Írja be a PID paramétereket az EEPROM-ba [M301 H1 P1 I2 D3]
ahol: H0 - asztal, H1 - extruder
M302 - Hideg extrudálás engedélyezése [M302 P1].
M303 - Indítsa el a PID kalibrálási folyamatot [M303 E-1 C8 S110]
ahol: E -1 - asztal, E0 - forró vég, C8 - a kísérletek száma, S - hőmérséklet.
M304 - Állítsa be a PID paramétereket a táblázathoz [M304 P1 I2 D3]
EEPROM - a mikrokontroller belső memóriája (kikapcsolt állapotban nem törlődik)
M500 - Mentse el a paramétereket EEPROM-ba
M501 - Paraméterek olvasása az EEPROM-ból
M502 - EEPROM paraméterek visszaállítása
Szál
M200 - Állítsa be az izzószál átmérőjét [M200 D1.128]
M600 - Szálak cseréje.
Sebesség fül

Sebességek - Mindenféle sebesség beállítása
Alapértelmezett nyomtatási sebesség - Teljes nyomtatási sebesség;
Vázolja az alulsebességet - A modell külső részeinek nyomtatási sebessége, a teljes sebesség százalékában;
Szilárd betöltés alatti sebesség - A modell monolitikus részének nyomtatási sebessége, a teljes sebesség százalékában;
Támogatási szerkezet alulsebesség - Támogatja a nyomtatási sebességet, a teljes sebesség százalékát;
X / Y tengely mozgási sebessége - Maximális sebesség az X és Y tengely mentén;
Z tengely mozgási sebessége - Maximális sebesség a Z tengely mentén;
Sebesség felülírásai - A sebesség visszaállítása;
Beállítani nyomtatás sebesség mert tojók lent - A ventilátor sebességének megváltoztatása olyan rétegeknél, amelyek nyomtatási ideje kevesebb, mint a beállított időérték;
Hagyjuk sebesség csökkentés le- nak nek - Engedélyezi a sebesség csökkentését a beállított értéknél.
Egyéb lap

Szálak tulajdonságai - Paraméterek plasztika;
Izzószál szerszámfej index - az anyagparaméterek szerkesztésére szolgáló eszköz kiválasztása;
Szálas átmérő - átmérő;
Szálas ár - Egy kilogramm ára. Ebből az értékből a szeletelést követő program kiszámítja és megadja a modell hozzávetőleges költségét.
Szál sűrűség - az anyag sűrűsége.
Áthidaló blokk - Nyomdahidak felállítása;
Nem támogatott területküszöb - A modell bármely "függő" elemét, amely nagyobb, mint a megadott terület, a program hídként ismeri fel;
Áthidaló extrudáló szorzó - Az extrudálás többszöröse a hidak nyomtatásakor;
Áthidalási sebesség szorzó - Sebességi szorzó hidak nyomtatásakor;
Használjon rögzített áthidaló betöltési szöget - Használjon rögzített szöget a hidakon történő extrudáláshoz;
Alkalmazza az áthidaló beállítást a kerületekre - használja a kerülethez vezető hidak beállításait;
Vízszintes méret kompenzáció - vízszintes méretkompenzáció;
Блок Tol változás visszahúzás - visszahúzás beállítás szerszámcseréhez. Ugyanúgy van beállítva, mint az első lapon lévő rectact.
Speciális lap

Réteg módosítása - a folyamat működéséhez szükséges beállítások blokkja. A Z tengely mentén meghatározott magasságban és magasságban állítható.
Vékony falú viselkedés - Stratégia vékony falak nyomtatásához.
Külső vékony fal típus - Külső kerületi stratégia. Két lehetőség: csak kerületet nyomtat, vagy változó extrudálást használ.
Belső vékony fal típus - Belső kerületi stratégia. Az előző bekezdéshez képest egy további lehetőség került hozzáadásra: a rendszeres kitöltés nyomtatása.
Megengedett kerületi átfedés - Hagyja, hogy a kerület a megadott százalékban "átfedje" egymást.
Egyszeri extrudálás - Változtatható extrudálási beállítás.
Minimális extrudálási hossz - minimális hossz
Minimális extrudálási szélesség - Minimális szélesség
Maximális extrudálási szélesség - Maximális szélesség
Végpont kiterjesztési távolság - Meghatározza, hogy egy változó extrudálási vonalat hány milliméterrel hosszabbítanak meg az egyik és a másik oldalon, hogy növeljék a kötés szilárdságát más szálakkal.
Ooze kontroll viselkedés - További önfolyó beállítások
Csak visszahúzáskor szabad terepen keresztezze - kényszerű visszahúzás csak üres helyeken való áthaladáskor
Visszahúzás kényszerítése a rétegek között - kényszerű visszahúzás a rétegek között
Minimális utazási fer visszahúzás - minimális mozgás a rectacthoz (visszahúzás)
Végezze el a visszahúzást törlés közben - a menet kényszerített visszahúzása törlés közben
Az extrudert csak a legkülső kerületen törölje le - A fúvókát csak a külső kerületeken törölje le
Mozgás viselkedés - mozgáskorrekció
Kerülje a körvonalak átlépését az utazáshoz – mozgás közben akadályozza meg az alkatrészek kereszteződését
Maximális megengedett kitérő tényező - Egy pálya maximális nyúlási tényezője, ha pályán halad. Még akkor is, ha a munkamenet nem elegendő, a mozgás továbbra is eléri a modellhez tartozó műanyagot.
Szeletelési viselkedés - További szeletelő opciók
Nem sokrétű szegmens - a nem kapcsolódó szegmensek és darabok eldobhatók (Discard) vagy javíthatók (Heal)
Egyesítse az összes körvonalat egyetlen szilárd modellt - Távolítsa el a felesleges lyukakat a modellről
Több folyamat egyszerre
Ha több folyamatot szeretne futtatni egy 3D nyomtatási beállításban, létre kell hoznia azokat a profillistában. A létrehozás után el kell mennie az egyes profilok speciális beállításaihoz, és a Rétegmódosító blokkban a nyomtatás indítása és a nyomtatás leállítása paraméterek segítségével ki kell választania a folyamat működése közötti távolságot a Z magassághoz képest.
A G-kód ellenőrzése
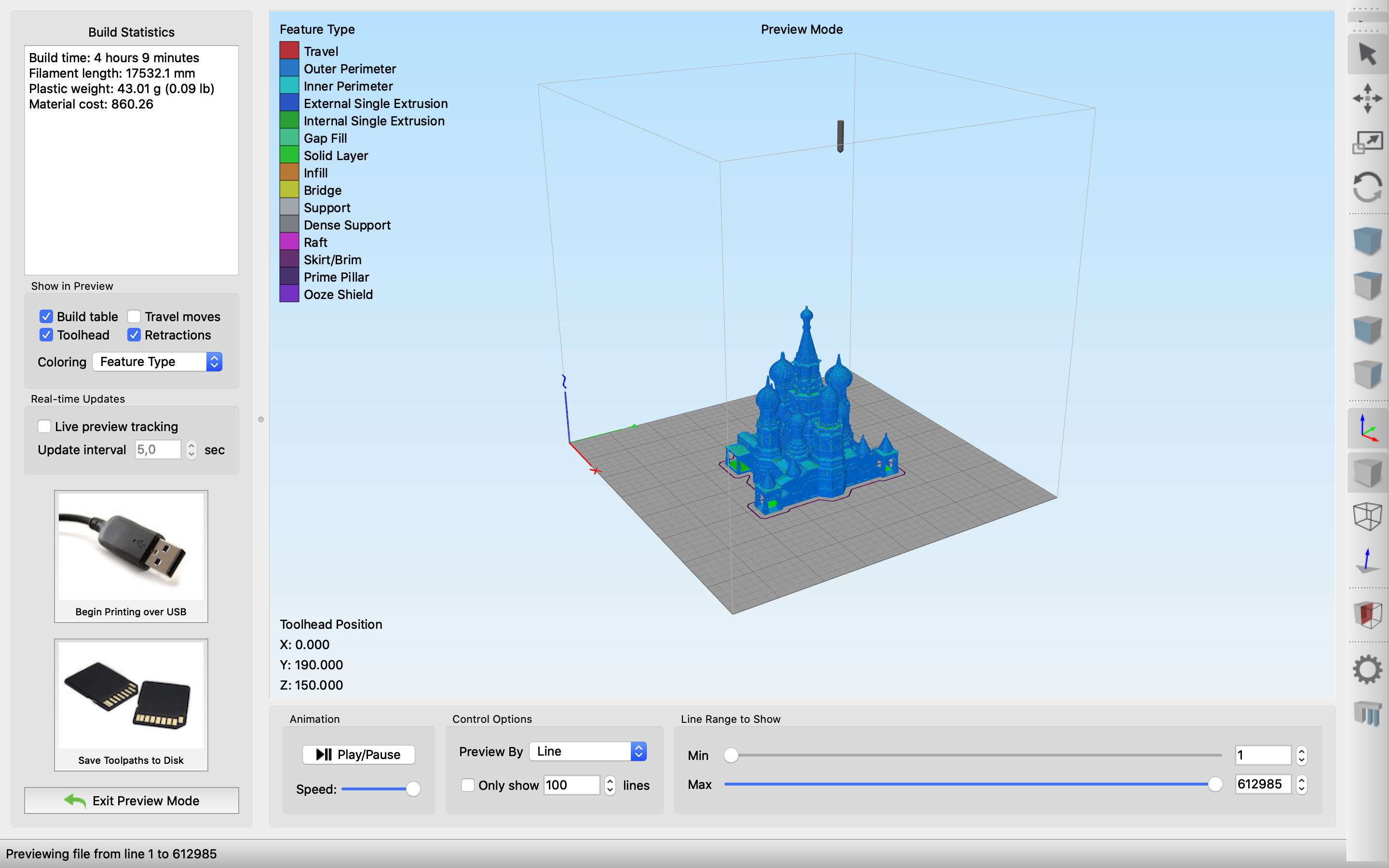
Блок animáció - Lehetővé teszi a 3D nyomtatási folyamat animációjának elindítását és az animáció sebességének kiválasztását.
Блок Vezérlő opció - lehetővé teszi a 3D nyomtatási vonalak vagy rétegek szelektív megjelenítésének kiválasztását.
Блок Megjelenítendő vonaltartomány - Lehetővé teszi a megjelenítési tartomány kiválasztását az előző blokkból.
Блок Megjelenítés az Előnézetben - előnézeti megjelenítési mód. asztalt építeni engedélyezi vagy letiltja a platform megjelenítését, szerszámtárgyak be- vagy kikapcsolja az eszköz megjelenítését, visszahúzás be- vagy kikapcsolja a visszahúzási pontok megjelenítését, utazási mozdulatok megmutatja, hogy mely helyeken lesznek tétlen mozgások.
Ebben a blokkban személy szerint számomra az utolsó pont (utazási mozdulatok) a leghasznosabb. Miért? Mert ha helytelenül állította be a 3D nyomtató visszahúzási paramétereit, akkor ezek azok a helyek, ahol
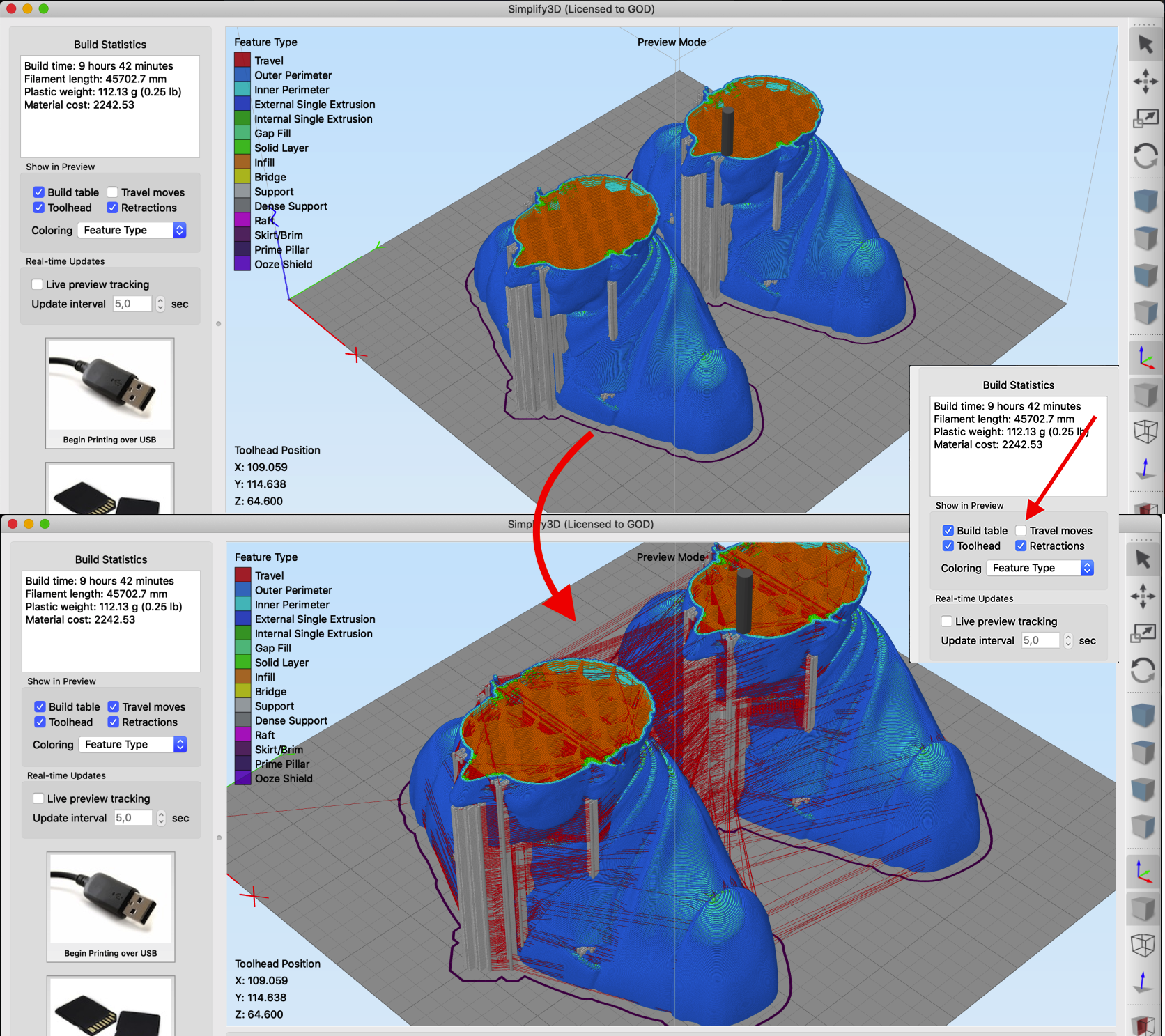
A piros vonalak csak az extruder alapjárati sebességének vonalai.
Kiegészítés
Munka poligon hálóval
A Háló fülön megadhatja a hálóval való munka beállításait.

Gyakori problémám volt, hogy helytelenül nyitottam meg egy fájlt a tükrözés szempontjából. Ellenőrizze ezt a pillanatot!
Egy másik nagyon hasznos pont a többcsaládos nyomtatáshoz: a modell másolatai az asztalon. Láttam, hogy az egyik tanítványom, hogy 4 darabot tegyen az asztalra. azonos modellek, 4 -szer húzta be ezeket a modelleket az ablakba. Ezért úgy döntöttem, hogy erre a pillanatra koncentrálok. A modell több másolatának elkészítéséhez és egy asztalra helyezéséhez ezt a funkciót kell használnia.
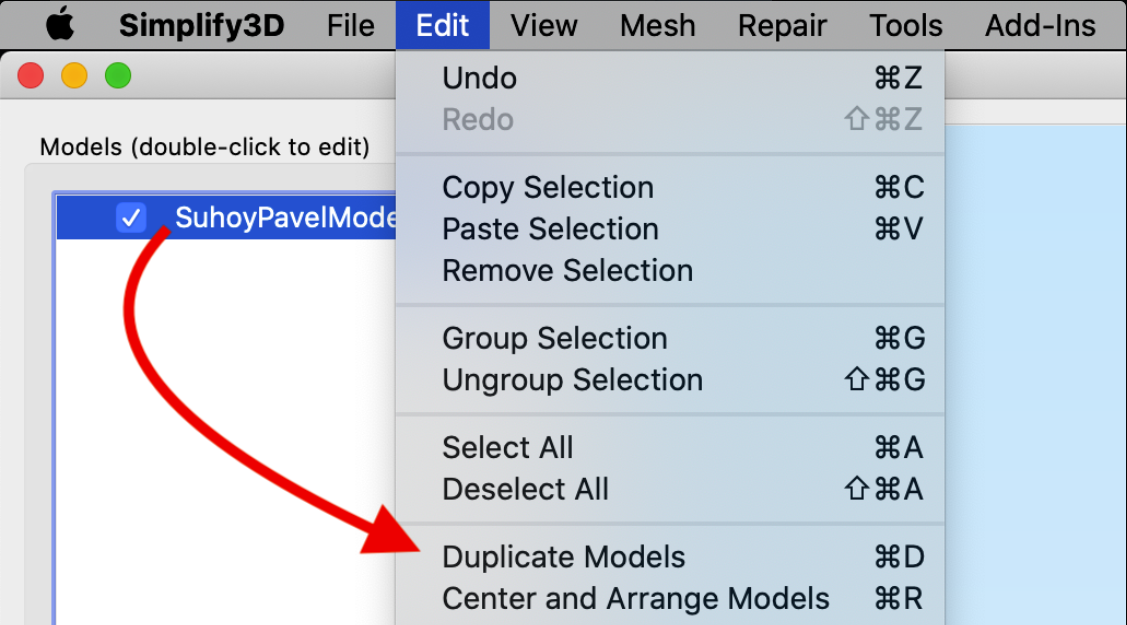
Ezután el kell készítenie, hogy hány példányt szeretne látni az asztalon.
Korlátozások
Sajnos a program eddig nem tudta beállítani a kerület egy adott szakaszának rétegmagasságát. Például a külső fal kétszeri vékonyabb rétegmagasságban történő nyomtatásához, mint a belső kerület. Még levelet is írtam a Simplify3D támogatására. És ők adták a választ! Lásd az oldal alján.
Teljesítmény
A legjobb program, de ha van jobb, írjon nekünk a dmitry@kamonichkin.ru címre.
Ha bármilyen kérdése van, írjon megjegyzéseket ehhez a cikkhez. Megpróbálok válaszolni.
A PS Simplify3D megadta a választ. És nagyon megkedveltem őt. Bár teljesen, de részben megoldja a problémát:
Lefordítom:
Helló,
Sajnálom, most nem. A kitöltést a kerülettől eltérő magasságban is kinyomtathatja. Ez legyen az alapréteg magassági távolsága. A Kitöltés lapon a "Nyomtatás kitöltése minden _ rétegben" lehetőséget találja.
Köszönjük, Simplify3D támogatás















Szerző: Studia3D Összesítő
További cikkek innen: Studia3D Összesítő